錆取りの方法とは — レーザーのサビ落としと工法比較
鋼材の錆取りの方法には、サンドブラスト・グラインダー・酸洗い・レーザーがあります。レーザーのサビ落としは、光のエネルギーで錆だけを蒸発・剥離させる非接触の工法。砂も薬品も使わず、母材を削らず、粉塵を抑えやすい点で、現場の錆取りの選択肢を広げます。
鋼材の錆・黒皮とは何か
鋼材の表面トラブルは、水分と酸素でできる「錆(赤錆・Fe₂O₃)」と、熱間圧延でできる酸化被膜「黒皮(ミルスケール・Fe₃O₄)」の2つに大きく分かれます。どちらも残せば塗装の密着性・溶接品質・構造物の耐久性を落とすため、錆取りの前に性質の違いを押さえておくと、必要な処理の度合いが見えてきます。
錆(赤錆・Fe₂O₃)
鉄が水分と酸素に曝されて生じる酸化物です。放置すると腐食が進み、断面積の減少や強度低下を招きます。塗装前に除去しなければ、塗膜の密着不良やふくれ(ブリスタ)の原因になります。
黒皮(ミルスケール)
熱間圧延時に鋼材表面へ形成される酸化被膜(主にFe₃O₄)です。一見保護膜に見えますが、母材との密着性が不均一で、塗装の密着不良や溶接欠陥の原因になります。

従来の錆取りの方法と課題
錆取りの方法には、いくつかの定番があります。それぞれに得意・不得意があり、現場条件で使い分けられてきました。
サンドブラスト
処理速度は速いものの、大量の粉塵が発生し、養生(周囲の保護)に多大な労力とコストがかかります。住宅地近くの現場や食品工場内では使用制限があり、使用済み研掃材の廃棄処理も課題です。
ディスクグラインダー
小規模な錆取りに広く使われますが、手作業のため処理が遅く、研磨痕が残ります。作業者の疲労も大きく、長時間の作業では品質が落ちます。振動障害のリスクもあります。
酸洗い(化学処理)
酸で錆を溶かす方法で、浸漬すれば複雑形状でも均一に処理できます。ただし廃酸の処理が必要で、反応が進みすぎると母材の腐食につながるリスクがあり、管理が欠かせません。
レーザー錆取りの原理とは
レーザー錆取りとは、錆や黒皮がレーザー光をよく吸収し、下地の鋼材はほとんど吸収しない性質を使った非接触の除去方法です。光を吸った酸化物だけが瞬時に蒸発・剥離し、鋼地が出ると光の大半が跳ね返るため、「汚れだけ飛ばし、母材は残す」選択的な錆取りが成り立ちます。
砂も薬品も使いません。母材を削らないので、薄板でも寸法を変えずに表面の錆だけを落とせます。狭所や複雑な形状は、ミラー治具を併用すれば対応範囲が広がります。


同じ出力でも、仕上がりは光源の質と条件出しで変わります。STNは世界トップクラスの多数のレーザ光源を研究し、用途ごとに最適な機種・条件を選定しています。錆の程度や母材は現場ごとに違うため、到達できる仕上がりは実際のサンプルでのテスト加工でご確認いただくのが確実です。
サビ落とし — サンドブラストとの違い
いちばんの違いは研掃材と廃棄物です。サンドブラストは研掃材の飛散・回収・廃棄と養生が毎回つきまといますが、レーザーは研掃材も薬品も使わず母材を削りません。一方で広い面を一気に荒らす作業ではブラストに分があるため、対象物・面積・現場環境で選び分けるのが現実的です。下の表で観点ごとに整理します。
| 比較項目 | レーザー | サンドブラスト | ディスクグラインダー | 酸洗い(化学処理) |
|---|---|---|---|---|
| 除去原理 | 光で酸化物を蒸発・剥離 | 研掃材の衝突で除去 | 砥石で研削 | 酸で錆を溶解 |
| 母材への影響 | 非接触・母材を削らない | 表面に粗さ(アンカー)を付与 | 研磨痕が残る | 化学腐食のリスク |
| 粉塵・騒音 | 集塵治具で抑制しやすい | 大量の粉塵・騒音 | 粉塵・騒音 | 薬品ガス対策が必要 |
| 養生作業 | 比較的少ない | 大規模な養生 | 簡易な養生 | 薬品の管理 |
| 研掃材・薬品・廃棄物 | ほぼ出ない | 使用済み研掃材 | 研削粉 | 廃酸の処理が必要 |
| 狭所・複雑形状 | 光が届けば対応(ミラー治具併用可) | 到達しにくい部位あり | 工具到達に限界 | 浸漬は形状を選ばない |
| 仕上がりの均一性 | 条件管理で安定 | 比較的均一 | 技量依存・ばらつき | 均一だが過剰除去に注意 |
3工法を横並びで比べたい場合はサンドブラストとの3工法比較も、機種の絞り込みは錆取り向けの機種選びをあわせてご覧ください。
現場を変えるポイント
レーザーの錆取りで効いてくるのは「養生が軽い」「粉塵を抑えやすい」点です。サンドブラストでは養生に作業時間の多くを費やすことがあります。レーザーはその時間を実作業に振り向けられるため、現場での実質的な処理効率はスペック以上の差になることがあります。
黒皮(ミルスケール)も除去できるか
錆だけでなく、黒皮(ミルスケール)もレーザーで除去できます。黒皮は熱間圧延時にできる酸化鉄の膜で、一見保護膜のようですが、母材との密着性が不均一なため、そのまま塗装すると短期間で剥離し、溶接前に除去しなければ融合不良やブローホールの原因になります。
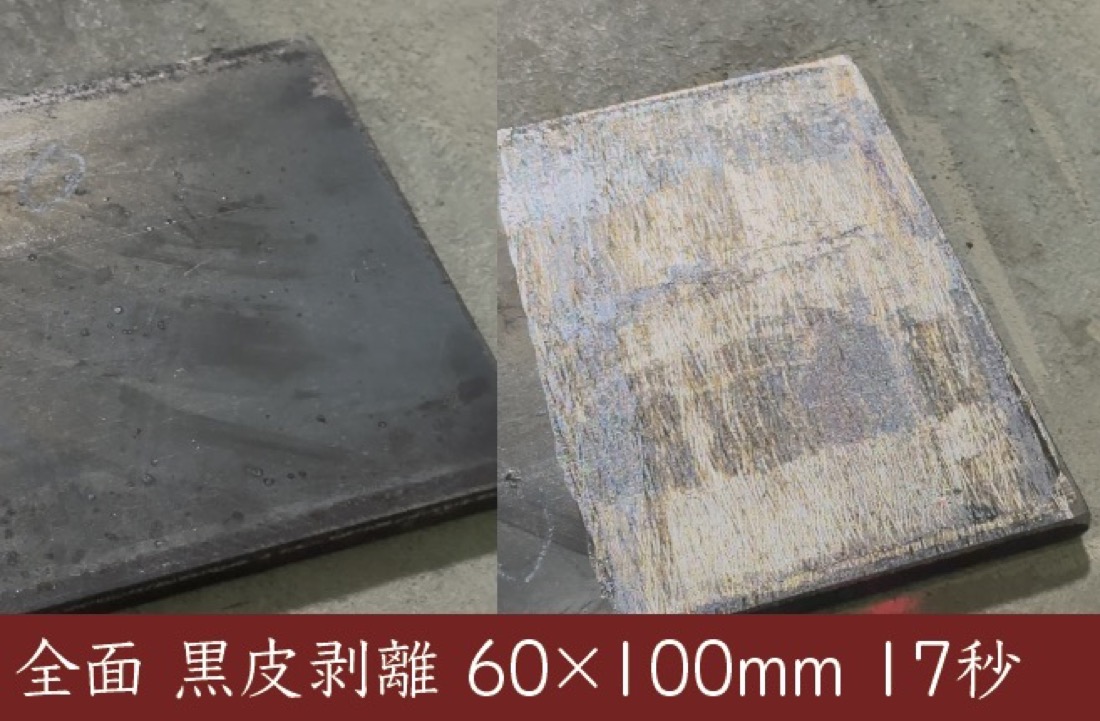
CW方式の高出力機は、厚い黒皮も高速に除去できます。溶接前処理として黒皮を落としておくことで、溶接欠陥を防ぎ、塗装の密着性も上がります。黒皮の状態は現場ごとに違うため、到達できる仕上がりと処理速度はテスト加工で確認するのが確実です。
黒皮の除去をもっと詳しく知りたい場合は黒皮の除去方法ガイドを、溶接の歩留まりに直結する前処理は溶接前処理ガイドをあわせてご覧ください。
ISO Sa・ケレン種別とどう対応するか
塗装前の素地調整では、国際規格(ISO 8501-1)や国内のケレン種別が参照されます。レーザークリーニングでも、条件を整えることでこれらに相当する仕上がりに対応できる能力があります。ただし、あくまで「相当」であり、規格上の同値を保証するものではありません。
ISO 8501-1(国際規格)
- Sa 2.5(入念なブラスト処理に相当)— 油・錆・黒皮・旧塗膜をほぼ完全に除去し、わずかな影状の残りのみ許容
- Sa 3(最高グレード)— 錆・黒皮・旧塗膜を完全に除去し、均一な金属光沢面を得る状態
国内のケレン種別
- 一種ケレン(Sa 2.5〜Sa 3相当)— 旧塗膜・錆・黒皮を完全に除去。橋梁の全面塗替えなどで要求される最高品質の素地調整
- 二種ケレン(Sa 2相当)— 旧塗膜・錆を除去し、鋼材面を露出。健全な旧塗膜は残すことも可
- 三種ケレン — 健全な旧塗膜は残し、劣化した塗膜・錆を除去
レーザークリーニングは、一種ケレン相当の高い清浄度を、研掃材・薬品なしでねらえる点が強みです。
ISO 8501-1はブラスト処理を前提とした規格で、レーザーの仕上がりとは表面性状が異なります。到達できる除錆度や表面粗さは、実際の素地に対するテスト加工で実証してから条件を確定するのが確実です。塗装メーカーとの事前確認もおすすめします。ケレン・除錆度の基礎はケレンガイドで詳しく解説しています。
錆取り向けの機種選び
錆取り・黒皮除去に適したSTNレーザークリーナーをご紹介します。対象面積・現場の電源環境・処理量に応じてお選びください。最終的な機種と条件はテスト加工で確定します。
現場のボルト・小部品 → ST-P-100-AIR(100W パルス)
AC100V・約10kgで持ち運び可能。現場でのボルト錆取り、部品の局所処理、溶接前処理に。電源さえあればどこでも使えます。
中面積の錆・精密処理 → ST-P-200-AIR(200W MOPAパルス)
可搬性と処理能力のバランスに優れた汎用機。MOPA方式で母材を傷めにくく、鉄塔・橋梁・鋼構造物の錆取りや精密な酸化膜除去に幅広く対応します。
広範囲・厚い黒皮の高速処理 → ST-CW-2000-W(2000W CW・水冷)
建設現場・造船所・製缶工場での鋼材処理に。CWの高出力で広い面積を高速に処理。走行装置との組み合わせで自動化も可能です。
用途・面積・電源環境に迷ったら、機種選びの基本をまとめた選び方ガイドもあわせてご覧ください。
よくある質問
レーザー錆取りの原理はどういうものですか?
ファイバーレーザーの光を錆・黒皮に照射し、酸化物を瞬時に蒸発・剥離させる非接触の方法です。錆や黒皮はレーザーの吸収率が高く、下地の鋼材は吸収率が低い。この差を利用して「錆だけ飛ばし、母材は残す」選択的な除去が成り立ちます。砂も薬品も使わず、母材を削らないのが従来の錆取りとの大きな違いです。
錆取りの方法にはどんな種類がありますか?
代表的なのは、サンドブラスト、ディスクグラインダーなどの動力工具、酸洗い(化学処理)、そしてレーザークリーニングです。広い面積を高い清浄度で仕上げるならブラスト、局所ならグラインダー、複雑形状なら酸洗いが従来の主流でした。レーザーは砂も薬品も使わず、母材を削らずに錆だけを除去できる方法です。
サンドブラストとレーザーの錆取りはどう違いますか?
ブラストは研掃材を衝突させて除去するため母材に粗さ(アンカー)を付与でき、広範囲の錆取りに強い一方、研掃材の飛散・回収や養生の負担が大きくなります。レーザーは研掃材・薬品を使わず母材を削らずに錆を除去できるため、養生が難しい現場や狭所でのサビ落としの選択肢を広げます。どちらが最適かは対象物・面積・現場環境で変わります。
黒皮(ミルスケール)もレーザーで除去できますか?
できます。黒皮は熱間圧延でできる酸化鉄の膜で、レーザーの吸収率が高いため、出力に応じて効率よく除去できます。CW方式の高出力機なら、厚い黒皮も高速に処理できます。溶接前処理として黒皮を除去しておくと、溶接欠陥を防ぎ、塗装の密着性も上がります。
レーザーでISO Sa 2.5やSa 3相当まで仕上がりますか?
条件を整えることで、ISO 8501-1のSa 2.5〜Sa 3に相当する清浄度(一種ケレン相当)に対応できる能力があります。ただしISO 8501-1はブラスト処理を前提とした規格で、レーザーの仕上がりとは表面性状が異なります。規格上の同値保証ではなく、実際のサンプルでのテスト加工で仕上がりを実証してから条件を確定する考え方になります。塗装メーカーとの事前確認もおすすめします。
錆取りレーザーの費用はどのくらいですか?
出力や方式によって変わります。砂・薬品・研掃材を使わないため、これらの準備・回収・廃棄の手間やコストを抑えられるのも特長です。日常的に交換が必要な消耗品は保護レンズ程度にとどまります。具体的な費用は錆の程度や処理面積で変わるため、用途を伺ったうえでお見積りします。
まとめ
- 錆取りの方法はサンドブラスト・グラインダー・酸洗い・レーザーの4系統
- レーザー錆取りの原理は錆と母材の吸収率差を使った選択的除去
- 非接触・母材を削らず・研掃材や薬品を使わない
- 黒皮(ミルスケール)もCW方式の高出力機で高速除去
- 条件を整えればISO Sa 2.5〜Sa 3(一種ケレン)相当に対応
- 到達グレードは規格保証ではなく無料テスト加工で実証
お客様の鋼材サンプルで無料デモ加工を承っております。錆取り・黒皮除去の仕上がりと処理速度をご確認ください。
まずはお気軽にご相談ください
製品のご質問、デモ・お見積りのご依頼など、お問い合わせをお待ちしております。