黒皮の除去方法とは — ミルスケールの落とし方
黒皮(ミルスケール)は熱間圧延でできる酸化鉄の膜で、塗装の剥離・溶接欠陥・摩擦面の品質低下を招くため、塗装や溶接の前に落とす必要があります。落とし方には酸洗い・グラインダー・ブラスト・レーザーがあり、母材を削らず薬品も使わないのがレーザーの持ち味です。
黒皮(ミルスケール)とは
黒皮(ミルスケール)とは、鋼材を熱間圧延するときに表面へできる酸化鉄の膜(主成分 Fe₃O₄)のことです。黒っぽい独特の光沢があり、SS400・SM490など圧延ままの鋼材にはたいてい付いています。一見は保護膜のようでも、母材との密着が不均一なため、後工程で塗装剥離や溶接欠陥の火種になります。
やっかいなのは、場所によって簡単に剥がれてしまう点です。この「中途半端に付いている膜」が、塗装や溶接といった後工程で品質を左右する問題を引き起こします。
なぜ黒皮の除去が必要なのか
黒皮の除去が要るのは、それ自体が目的ではなく、塗装・溶接・摩擦接合の品質を担保する前提工程だからです。黒皮を残すと塗膜が黒皮ごと剥がれ、溶接では融合不良やブローホールを招き、高力ボルトの摩擦面ではすべり耐力が落ちます。どこまで落とすかで後工程の歩留まりが変わります。
- 塗装の密着不良 — 黒皮の上から塗ると、黒皮ごと塗膜が剥がれて短期間で剥離する
- 溶接欠陥 — 黒皮が融合を妨げて融合不良を招き、ガス化してブローホールの原因にもなる
- 摩擦係数の低下 — 高力ボルトの摩擦接合面で所定のすべり耐力を確保しにくくなる
前処理として黒皮をどこまで除くか、その先の素地調整の度合いをどう設計するかは、要求される塗装仕様や接合方法によって変わります。ケレン・除錆度(Sa)の考え方も判断の手がかりになります。
黒皮の落とし方 — 従来工法の課題
黒皮の落とし方には、いくつかの定番があります。それぞれに得意・不得意があり、現場条件で使い分けられてきました。
ブラスト処理
研掃材を吹き付けて黒皮を除去します。広い面積を高い清浄度で仕上げられる一方、研掃材の飛散と養生、使用済み研掃材の回収・廃棄に手間とコストがかかります。住宅地近くや屋内では運用が制限される場面もあります。
酸洗い(化学処理)
酸でスケールを溶かす方法で、浸漬すれば複雑形状でも均一に処理できます。ただし廃酸の処理が必要で、反応が進みすぎると母材の腐食や水素脆化につながるリスクがあり、管理が欠かせません。
グラインダー(動力工具)
局所的な黒皮落としに広く使われますが、手作業のため処理が遅く、研磨痕が残ります。削りすぎれば寸法に影響し、作業者の技量で仕上がりがばらつきます。粉塵・騒音・振動も避けられません。
レーザーでの黒皮除去方法
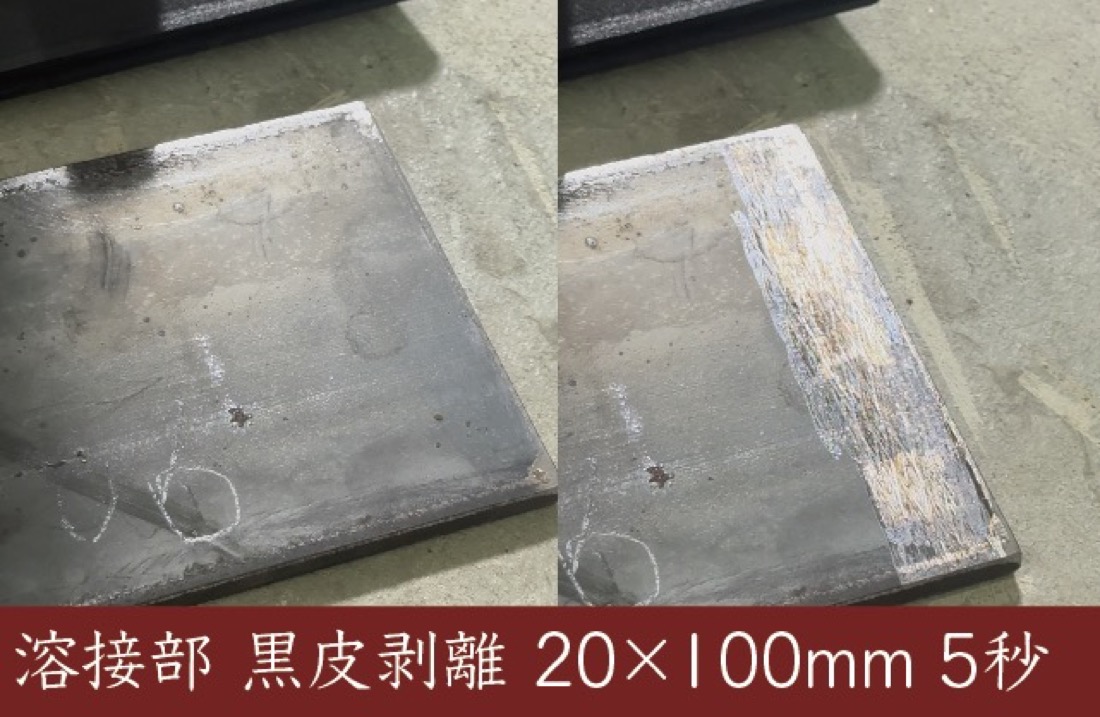
レーザークリーニングは、レーザー光のエネルギーで黒皮を瞬時に蒸発・剥離させる非接触の方法です。黒皮は光の吸収率が高く、下地の鋼材は吸収率が低い。この差を使って「黒皮だけ飛ばし、母材は残す」選択的な除去が成り立ちます。
砂も薬品も使いません。母材を削らないので、薄板でも寸法を変えずに表面の黒皮だけを落とせます。CW方式の高出力機なら、厚い黒皮も高速に処理できます。狭所や隙間部分は、ミラー治具を併用すれば対応範囲が広がります。

同じ出力でも、仕上がりは光源の質と条件出しで変わります。STNは世界トップクラスの多数のレーザ光源を研究し、用途ごとに最適な機種・条件を選定しています。黒皮の状態や母材は現場ごとに違うため、到達できる仕上がりは実際のサンプルでのテスト加工でご確認いただくのが確実です。
黒皮除去 — レーザー・酸洗い・グラインダーの違い
三者は仕上がりと作業環境で分かれます。酸洗いは廃酸の処理と母材腐食・水素脆化の管理が要り、グラインダーは研磨痕と作業者のばらつきが出ます。レーザーは非接触で母材を削らず、薬品も廃液も出さずに黒皮だけを乾式で落とせます。どれが最適かは対象物・面積・現場環境で変わるため、観点ごとに整理します。
| 比較項目 | レーザー | 酸洗い(化学処理) | グラインダー(手工具) |
|---|---|---|---|
| 除去原理 | 光で酸化被膜を蒸発・剥離 | 酸でスケールを溶解 | 砥石で研削 |
| 母材への影響 | 非接触・損傷なし | 化学腐食・水素脆化のリスク | 研磨痕が残る |
| 薄板への適性 | 高い(打痕なし) | 中(寸法精度の管理が必要) | 低い(削りすぎリスク) |
| 薬品・廃液 | 不要 | 廃酸の処理が必要 | 不要 |
| 粉塵・騒音 | 少ない | —(薬品ガス対策が必要) | 大きい |
| 狭所・複雑形状 | 光が届けば対応 | 浸漬は形状を選ばない | 工具到達に限界 |
| 仕上がりの均一性 | 条件管理で安定 | 均一だが過剰除去に注意 | 作業者依存・ばらつき |
選び分けのポイント
薄板や精密部位、薬品・廃液を出したくない現場、溶接線に沿った局所処理ならレーザーが向きます。複雑形状を一括で均一処理したい量産品は酸洗いに分があります。ごく局所の補修ならグラインダーで十分なこともあります。用途を切り分けて選ぶのが現実的です。
錆や油膜もまとめて除去できるか
鋼材の表面トラブルは黒皮だけではありません。錆と油膜も、後工程の品質を落とす要因です。これらはいずれも、黒皮と同じレーザークリーニングで除去できます。
錆(赤錆・酸化鉄)
大気中の水分と酸素で生成します。溶接時にブローホールの原因となり、塗装の密着性を下げます。錆層はレーザー光の吸収率が高く、比較的低いエネルギーで効率よく除去できるため、レーザーが最も得意とする用途です。
油膜(防錆油・加工油)
加工・保管時に塗る防錆油や切削油です。溶接前に残るとガス発生でブローホールを招きます。レーザーの熱で瞬時に蒸発・分解できるため、有機溶剤や脱脂槽が不要になります。油膜除去と同時に薄い錆や酸化膜も落とせるので、脱脂と錆取りを1パスで済ませられます。
錆取りそのものをもっと詳しく知りたい場合は錆取り・黒皮除去ガイドを、溶接の歩留まりに直結する前処理は溶接前処理ガイドをあわせてご覧ください。
用途別おすすめ機種
薄い錆・油膜・現場処理 → ST-P-100-AIR(100W パルス)
AC100V・約10kgのポータブル機。現場での溶接前処理、ボルト部の錆取りや局所の黒皮落としに。電源さえあればどこでも使えます。
中程度の錆・精密処理 → ST-P-200-AIR(200W MOPA)
工場内の前処理ライン、精密な酸化膜除去に。MOPA方式でパルスパラメータを細かく制御でき、母材を傷めにくい仕上がりです。
厚い黒皮・大面積の錆 → ST-CW-2000-W(2000W CW)
厚い黒皮や広範囲の錆除去に。CW式の高速処理で、大面積を短時間で仕上げます。走行装置と組み合わせれば自動化も可能です。
出力・形態の絞り込みに迷ったら、黒皮除去向けの機種選びもあわせてご覧ください。
よくある質問
黒皮(ミルスケール)とは何ですか?
鋼材を熱間圧延する際に表面へ形成される酸化鉄の膜(主にFe₃O₄)です。黒っぽい光沢があり、一見すると保護膜のように見えますが、母材との密着性が不均一なため、そのまま使うと塗装の剥離や溶接欠陥の原因になります。
なぜ黒皮を除去する必要があるのですか?
黒皮の上から塗装すると、黒皮ごと塗膜が剥がれて短期間で剥離します。また溶接前に黒皮が残っていると、融合不良やブローホールといった溶接欠陥を招きます。高力ボルトの摩擦接合面では摩擦係数が低下し、所定のすべり耐力を確保できないこともあります。塗装下地・溶接前処理・摩擦面処理のいずれでも、黒皮の除去は品質の前提になります。
黒皮の落とし方にはどんな方法がありますか?
代表的なのは、ブラスト処理、酸洗い(化学処理)、グラインダーなどの動力工具、そしてレーザークリーニングです。広い面積を高い清浄度で仕上げるならブラストや酸洗い、局所ならグラインダーが従来の主流でした。レーザーは砂も薬品も使わず、母材を削らずに黒皮だけを蒸発・剥離できる新しい選択肢です。
黒皮の除去で酸洗いとレーザーはどう違いますか?
酸洗いは酸でスケールを溶解する化学処理で、複雑形状でも浸漬すれば均一に処理できますが、廃酸の処理が必要で、過剰反応による母材の腐食や水素脆化に注意が要ります。レーザーは非接触で母材を削らず、薬品も廃液も出さずに黒皮を除去できます。乾式で局所処理ができるため、薄板や現場処理にも向きます。
黒皮を残したまま溶接してはいけませんか?
黒皮が残ったまま溶接すると、酸化被膜が融合を妨げて融合不良が起きたり、黒皮中の成分がガス化してブローホールの原因になったりします。溶接品質を安定させるには、溶接線まわりの黒皮・錆・油膜を前処理で除去しておくのが基本です。レーザーなら溶接線に沿って必要な範囲だけを乾式で清浄化できます。
まとめ
- 黒皮(ミルスケール)は熱間圧延でできる酸化鉄の膜(Fe₃O₄)
- 残すと塗装剥離・溶接欠陥・摩擦面の品質低下を招く
- 落とし方はブラスト・酸洗い・グラインダー・レーザーの4系統
- レーザーは非接触・母材を削らず・薬品ゼロで黒皮だけを除去
- 黒皮だけでなく錆や油膜もまとめて除去できる
- 黒皮の状態は現場ごとに違うため、仕上がりはテスト加工で確認
材質やご用途に合わせた無料デモ加工で、黒皮除去の仕上がりと処理速度をご確認いただけます。お気軽にご相談ください。
まずはお気軽にご相談ください
製品のご質問、デモ・お見積りのご依頼など、お問い合わせをお待ちしております。