高力ボルト摩擦面の処理をレーザーで — すべり係数の確保とブラスト代替
高力ボルト接合の摩擦面には、所定のすべり係数が要ります。従来はブラスト+サビ出しか、手研磨と振動工具。どちらも段取りや属人化が悩みでした。レーザーなら黒皮だけを選んで剥がし、誰がやっても同じ面に整えられます。第三者試験で規定のすべり係数も確認済みです。
摩擦接合面の前処理で何に困るのか
高力ボルト接合の摩擦面づくりで現場が困るのは、主に三つです。振動工具の手研磨は属人化して仕上がりがばらつき、ブラスト+サビ出しは研掃材・廃材・粉塵の段取りが重く、凹凸や狭所には工具が物理的に届きません。所定のすべり係数を、誰がやっても同じ面で出すことが品質の前提になります。
従来のやり方は、大きく二つ。ブラストをかけてサビ出し剤で発錆させるか、グラインダーや振動工具で手研磨するか。それぞれに悩みがあります。
- 属人化する — 振動工具は経験者でないと危なく、仕上がりも人によってばらつく。繁忙期に人を増やしにくい
- 段取りとコスト — ブラスト材の在庫、サビ出し剤、集塵、廃材処分。粉塵の管理も要る
- 届かない場所がある — 凹凸面や複雑形状、狭所は研磨工具が物理的に当たらない
「誰がやっても同じ面に」「狭所にも届く」「粉塵を出さない」。摩擦面の前処理にも、こうした条件が求められるようになってきました。
レーザーで摩擦面処理はどう変わるか
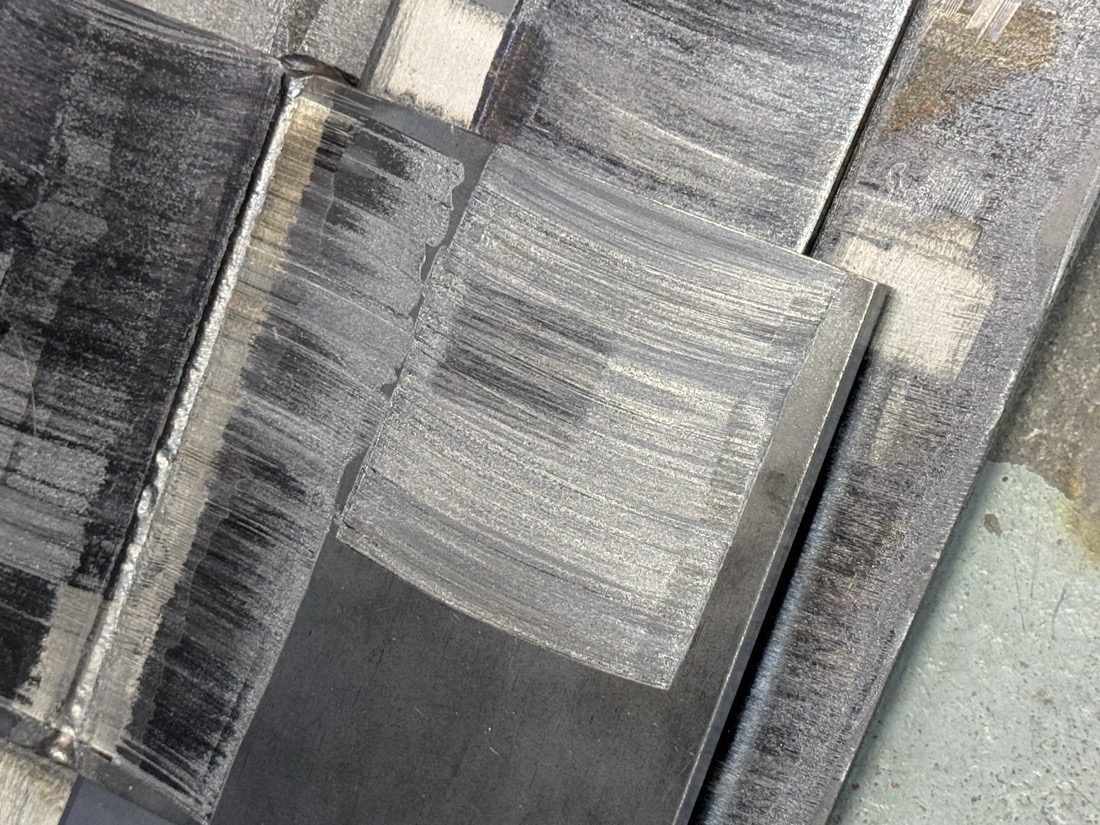
レーザーは黒皮(ミルスケール)と母材で光の吸収率が違うことを使い、黒皮だけを選んで気化させます。母材は削らないので、打痕のない均一な面に整います。研削材を当てないため、出る粉塵は集塵機で一元管理でき、足元に研削材が残りません。
黒皮そのものの除去や鋼材の前処理は黒皮(ミルスケール)除去ガイドで、素地の清浄度や粗さの考え方は素地調整・Sa等級で解説しています。本記事は、その先の「摩擦面としての品質づくり」に焦点を当てます。
すべり係数は確保できるのか
摩擦面の前処理で一番気になるのは、やはりすべり係数でしょう。レーザーで処理した面は、第三者機関のすべり試験で規定値(0.45以上)を確認しています。入札案件で品質の裏付けを求められる場面でも、試験資料として示せます。
摩擦面処理でのレーザーの強み
粗さはRz40から170ほどまで、再現性高く制御できます。狙った面を、ばらつきなく作れるということです。実際に確保できるすべり係数は材種や条件で変わるため、本施工の前に現物でテストし、数値を確認したうえで進めます。
黒皮の上から・ステンレスにも使えるか
従来のサビ出しは鉄にしか効きませんでした。レーザーはその制約がありません。黒皮の上からでも、ステンレスの接合面でも、同じ手順で前処理できます。素材ごとに工法を変えずに済むので、混在する部材を扱う鉄骨ファブほど段取りが軽くなります。
- 黒皮の上から直接処理できる(事前のブラストが要らない)
- ステンレスの摩擦面にも対応(鉄専用のサビ出しでは難しかった領域)
- 凹凸やねじ山まわりにも、光が届けば回り込んで処理できる
発錆まで従来工法に繋げられるか
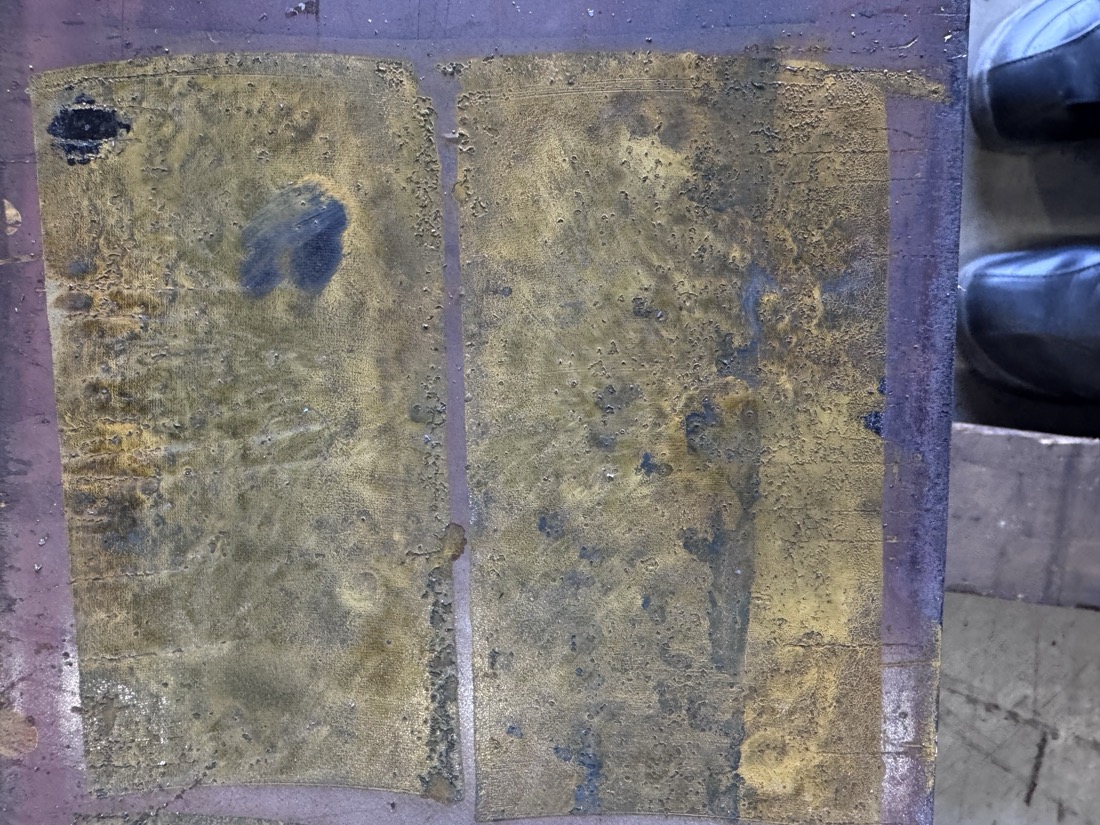
レーザーは「下地を整えるところ」を担い、そこから先は従来のすべり面づくりに繋げられます。黒皮を剥離した面に発錆剤を塗れば、狙いどおりに赤錆を発生させられます。塗布直後から時間を追って発錆が進む様子も確認できています。
レーザーは前処理を置き換えるだけでなく、既存の発錆(サビ出し)工程にそのまま接続できます。黒皮剥離をレーザーで均一・高速に行い、仕上げは慣れた発錆工程で、という組み合わせが現場で扱いやすい進め方です。
従来工法と何が違うのか
大きな違いは、属人化のしにくさと再現性です。ブラスト+サビ出しは主に鉄向きで研削材と粉塵が出て、手研磨+振動工具は経験差が仕上がりに出ます。レーザー粗面化は黒皮の上から鉄もステンレスも整えられ、第三者試験で確認したすべり係数を狙いつつ、未経験者でも同じ面を作れます。観点ごとに並べて整理します。
| 比較項目 | レーザー粗面化 | ブラスト+サビ出し | 手研磨+振動工具 |
|---|---|---|---|
| すべり係数 | 0.45以上を第三者試験で確認 | 規格に対応 | 仕上がりにばらつき |
| 粗さの制御 | Rz40〜170を再現性高く制御 | ほぼ一定 | 安定しにくい |
| 仕上がりの均一さ | 誰がやっても同じ面に | 中程度 | 経験差が出やすい |
| 属人性・安全 | 未経験者でも扱える | 中程度 | 経験者向き・負担が大きい |
| 対応材 | 黒皮の上から・鉄・ステンレス | 主に鉄 | 主に鉄 |
| 粉塵・廃材 | 集塵で一元管理・研削材なし | 研削材と粉塵が出る | 粉塵が出る |
| 狭所・凹凸・ねじ山 | 回り込んで届く | 角度を取りにくい | 工具が当たらない |
現場で選ばれる理由
決め手は「属人化しないこと」と「再現性」です。経験者に頼らずとも均一な摩擦面を作れ、試験で裏付けられたすべり係数を狙えます。ロボットにヘッドを載せれば連続稼働もしやすく、量産的に摩擦面を処理したいラインにも向きます。
おすすめ機種
摩擦面処理の中核 → ST-CW-2000-W(2000W CW・水冷)
黒皮剥離から粗面化まで、摩擦面づくりの本命です。走査幅90mmの条件で毎時11m²ほどを目安に、均一な面を高速に作れます。すべり係数の試験もこの機種で確認しています。
薄板の前処理 → ST-P-500-W(500W パルス・水冷)
薄手の部材の黒皮剥離・前処理に。入熱を抑えながら処理したい場面に向きます。
工場内で手軽に → ST-P-200-AIR(200W パルス・AC100V)
AC100Vで動く空冷の小型機。極薄部材や、工場内で共有して使う前処理用途に。電源工事なしで導入できます。
よくある質問
本当に黒皮が取れますか?ブラストと同じ仕上がりになりますか?
取れます。黒皮(ミルスケール)と鉄の母材ではレーザー光の吸収率が違うため、黒皮だけを選んで気化させ、母材は削りません。打痕が残らず均一で、処理後の面は160番仕上げ相当のなめらかさになります。ブラストのように研削材で叩くのではなく、面を整える処理なので、再現性の高い摩擦面が得られます。
すべり係数は確保できますか?試験の裏付けはありますか?
確保できます。高力ボルト接合では接触面に所定のすべり係数が求められますが、レーザーで処理した面は第三者機関のすべり試験で規定値(0.45以上)を確認しています。入札案件で求められる資料としても使えます。実際の確保値は、材種や条件に応じてテストで確認します。
黒皮の上から、あるいはステンレスにも使えますか?
どちらも対応できます。従来のサビ出し(発錆)は鉄にしか使えませんでしたが、レーザーは黒皮の上からでも、ステンレスの接合面でも処理できます。素材を選ばずに同じ手順で前処理できるのが、現場の段取りを軽くします。
黒皮を取ったあとの発錆(サビ出し)は確実にできますか?
できます。黒皮を剥離した面に発錆剤を塗れば、狙ったとおりに赤錆を発生させられます。塗布直後から時間を追って発錆が進む様子も確認できており、従来のすべり面づくりの工程にそのまま繋げられます。レーザーで下地を整え、発錆で仕上げる、という流れです。
処理速度はどれくらいですか?
ST-CW-2000-Wで、走査幅90mmの条件なら毎時11m²ほどが目安です。グラインダー作業のおよそ3倍の速さで、しかも均一に仕上がります。実際の速度は対象の形状や要求品質で変わるため、現物でのテスト加工で確認します。
まとめ
- 高力ボルト摩擦面は、黒皮だけを選んで剥がし、母材を削らずに整えられる
- 第三者試験で規定のすべり係数(0.45以上)を確認、入札資料にも使える
- 粗さはRz40〜170を再現性高く制御でき、誰がやっても同じ面に仕上がる
- 黒皮の上から・ステンレスにも対応し、素材ごとに工法を変えずに済む
- 黒皮剥離をレーザーで、仕上げは従来の発錆工程で、と繋げられる
- 属人化せず、狭所やねじ山まわりにも届くので、現場の段取りが軽くなる
摩擦面の前処理を見直したい、デモで仕上がりを見たいといったご相談は、実際の部材での無料テスト加工で確かめていただけます。お気軽にお問い合わせください。
関連記事:黒皮(ミルスケール)除去ガイド/橋梁のレーザークリーニングとNETIS/ケレン・除錆度(Sa)とは/3工法比較
まずはお気軽にご相談ください
製品のご質問、デモ・お見積りのご依頼など、お問い合わせをお待ちしております。