ジンクプライマ・無機ジンクのレーザー剥離とは — 溶接前の局所除去と塗替え前処理
ジンクプライマや無機ジンク系一次防錆プライマーは、レーザーで剥離できます。使いどころは大きく二つ。溶接前に亜鉛分を含む膜を局所的に落として欠陥を抑える場面と、塗替え・補修で無機ジンクを面として除去し、次の下地を整える場面です。素地調整の等級(1種ケレン・Sa2 1/2など)が指定される現場では、剥離後の素地の評価まで含めて進め方を設計します。
ジンクプライマ(無機ジンク系一次防錆塗料)とは?
この記事の対象と、隣接テーマとの違い
本記事が扱うのは「ジンクプライマ/無機ジンク/一次防錆プライマーを、溶接前または塗替え・補修前に剥離する」テーマです。すでに塗られている一般塗膜の全面剥離は塗装剥離の方法を、溶接前処理全般は溶接前処理ガイドを、素地調整グレードの考え方はケレン・除錆度(Sa)ガイドをご覧ください。
ジンクプライマは、鋼材を次工程まで一時的に守るための一次防錆プライマーです。無機ジンク系の膜は亜鉛分を含み、錆の進行を抑える一方で、溶接や塗替えの前には「残してよい膜」ではなくなることがあります。ここを見落とすと、後工程で手戻りが出ます。
現場で問題になるのは、主に二つです。溶接線のまわりに残った膜が欠陥の原因になること。もう一つは、塗替えや補修で無機ジンクをどこまで落とすかの判断が難しいことです。レーザーは、この二つを別の作業として切り分けやすい工法です。

なぜ溶接前にジンクプライマを除去する必要があるのか?
溶接前にジンクプライマを除去する理由は、亜鉛分を含む膜が溶接熱で蒸気になり、ブローホールやピットなどの欠陥を招くからです。表面に残ったプライマーは、見た目には薄くても溶接品質には効きます。溶接する範囲だけでも、先に清浄な金属面を出しておく必要があります。
レーザーの使いどころは、溶接線に沿った帯状のプライマー剥離です。全面を落とすのではなく、必要な範囲だけを狙って除去する。工具で削るより母材の形状を変えにくく、ブラストほど段取りも重くありません。高力ボルトの接合面で粗さやすべりを狙う処理は、別に高力ボルト摩擦面の処理として設計します。
溶接前のプライマー剥離は、錆取りや見た目の清掃とは目的が違います。亜鉛蒸気によるガス発生を減らし、ブローホール・ピットの起点を少なくするための品質工程です。
塗替え・補修時の無機ジンク除去は何が難しいのか?
塗替え・補修で難しいのは、無機ジンクを「全面で落とす」のか、「健全な膜を残して周辺だけ整える」のかを見極める点です。密着が弱い膜を残せば、次の塗装がその層から剥がれます。逆に、必要以上に削れば母材への影響や段取りが増えます。
- 境界が読みづらい — 膜の劣化や密着の差が見た目だけでは分かりにくい
- 粉塵を増やしたくない — 屋内や補修現場では研掃材や研磨粉の回収が負担になる
- 母材を削りたくない — 薄板や精密部位では研磨痕や寸法変化を避けたい
- 後工程とつなげたい — 剥離後に再塗装・溶接・素地調整へ移るため、仕上がりをそろえたい
レーザーは、まず局所で剥離状態を見て、必要なら面処理へ広げる進め方ができます。塗替えでは、剥離そのものだけでなく、次に塗る面をどう整えるかまで含めて判断します。
ブラスト・動力工具・剥離剤との違いは?
ジンクプライマや無機ジンクの除去では、溶接前の局所剥離と塗替え時の面処理で、選ぶ工法が変わります。比較の軸は、速度だけでは足りません。母材への影響、廃棄物、後洗浄、条件管理まで含めて見ます。
| 比較項目 | レーザー | ブラスト | 動力工具 | 剥離剤 |
|---|---|---|---|---|
| 溶接前の局所剥離 | 溶接線まわりだけを帯状に狙いやすい | 養生と回収の段取りが重い | 狭い範囲はできるがムラが出やすい | 液だれと後洗浄の管理が要る |
| 塗替え時の全面剥離 | 塗膜状態に合わせて局所から面処理まで検討できる | 広い面の処理に強いが研掃材が出る | 時間がかかり、研磨痕が残る | 塗膜の種類で効き方が変わる |
| 母材への影響 | 非接触で、母材を削りにくい | 粗さを付けながら削る | 削りすぎや角だれに注意 | 薬液反応や残留に注意 |
| 廃棄物・作業環境 | 除去物とヒュームを集塵で管理しやすい | 使用済み研掃材の回収・処分が必要 | 研磨粉・騒音・振動が出る | 廃液・薬液臭・保管管理が必要 |
| 条件管理 | 薄膜はパルス(MOPA)、厚膜はCWで使い分ける | 研掃材と圧力に左右される | 作業者の当て方に左右される | 塗布量と反応時間に左右される |
使い分けの勘どころ
広い面を一気に処理するなら、ブラストが合う現場もあります。レーザーが活きるのは、溶接線まわりの局所剥離、研掃材を出したくない補修、母材を削りたくない部位、剥離後の状態を見ながら次工程へつなぐ場面です。動力工具や剥離剤を否定するのではなく、後工程まで含めて役割を分けます。
レーザーでどう剥離するか?
レーザーによるプライマー剥離は、膜の状態で方式を変えます。薄膜のジンクプライマや、熱影響を抑えて局所処理したい場合はパルス(MOPA)。厚膜の無機ジンクや、面積のある塗装除去ではCWを検討します。周波数や出力などの細かな条件は、対象物ごとのテストで詰める領域です。

局所帯状剥離が得意
溶接前のプライマー剥離では、全面を落とすより、溶接線に沿って必要範囲だけをそろえて除去するほうが合理的です。レーザーなら、治具や走査条件を合わせて帯状に処理しやすく、後工程で確認しやすい金属面を出せます。
素地調整グレード(1種ケレン・Sa2 1/2・SSPC SP-10)にどう向き合うか?
橋梁や鉄骨など公共性の高い鋼構造物では、塗装仕様書で素地調整の等級が指定されます。この世界では、プライマー剥離は「取れたかどうか」ではなく、剥離した後の素地がどの等級に達しているかで評価されます。発注仕様に等級が書かれている案件ほど、ここを外すと手戻りになります。
| 呼び方 | 規格・出どころ | 求められる状態の目安 |
|---|---|---|
| 1種ケレン | 国内の素地調整程度(ブラスト工法前提) | 黒皮・錆・旧塗膜を除去し清浄な素地を出す最高グレード |
| Sa2 1/2 | ISO 8501-1(除錆度) | 目視できる汚染物をほぼ除去。ミルスケール等に由来する軽微な変色が残る程度 |
| SSPC SP-10(準白色) | 米国SSPC規格 | 可視の汚染物を95%以上除去。軽い変色・影は面積5%まで許容 |
1種ケレン・Sa2 1/2・SSPC SP-10は、厳密には別々の規格ですが、実務ではほぼ同じ水準の「準白色クラス」として扱われます。注意したいのは、これらがブラスト工法を前提に定められた基準だという点です。レーザーは規格の条文にある工法ではないため、「レーザーだから自動的に1種ケレン適合」とは言えません。判断すべきは、レーザーで剥離した後の素地が、要求される等級と同等の状態に達しているかどうかです。
この到達性は方式で差が出ます。確実に高グレードを狙うならパルスが有利です。CWは速度に優れ、条件が揃えば高い水準まで届くこともありますが、酸化膜の残り方や塗膜の成分に左右されます。つまり、仕様で等級が決まっている案件では、工法をカタログで決め打ちせず、実際のワークで剥離後の面を等級評価してから決めるのが、遠回りに見えて最短の進め方です。素地調整等級そのものの解説はケレン・除錆度(Sa)ガイドにまとめています。
実測データではどこまで剥離できたのか?
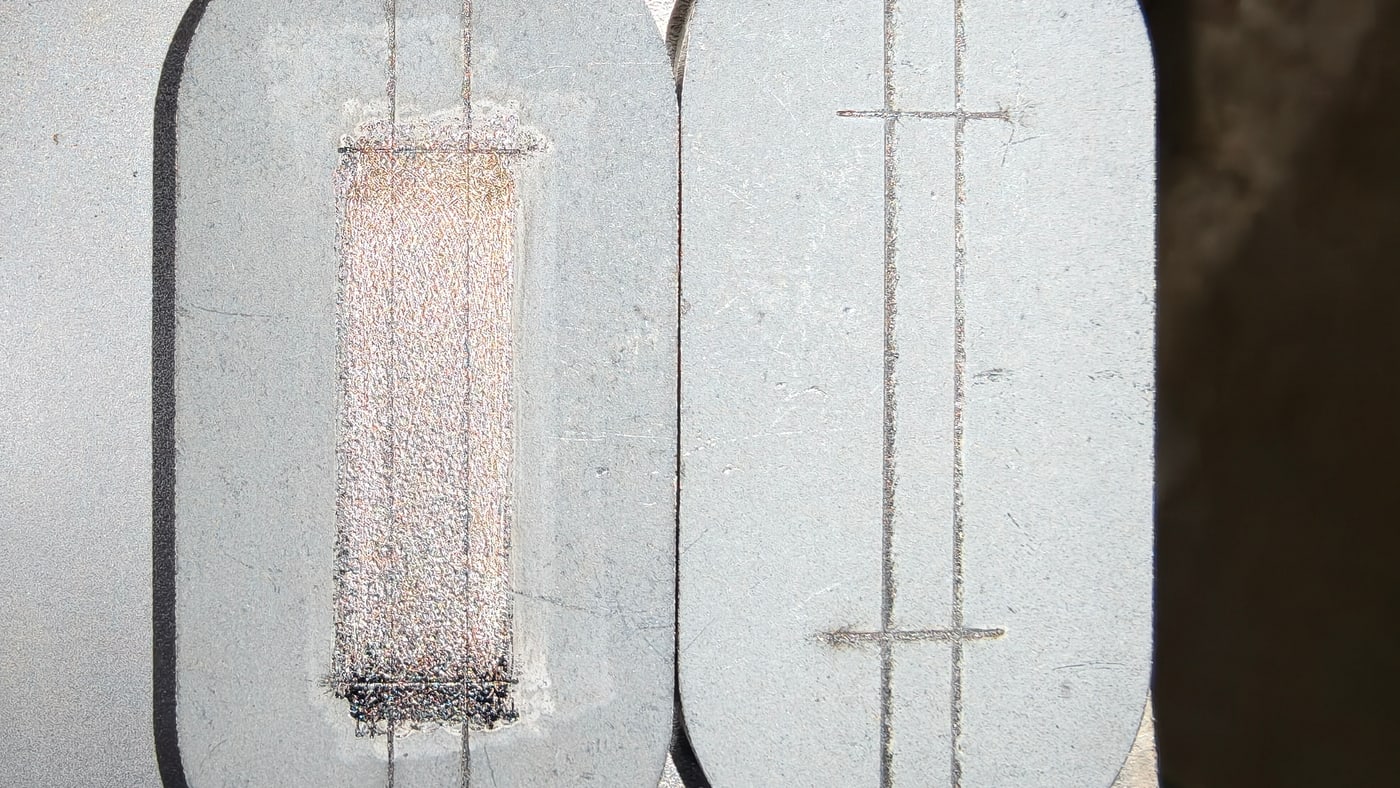
公開済みの自社実測では、ジンクプライマ剥離を300×300mm・150秒で確認しています。ほかの塗装除去テストも含め、処理速度と走査幅は次の範囲で確認しています。ここでは公開できる数値だけを載せます。
| 項目 | 自社実測・確認値 | 読み取り |
|---|---|---|
| プライマー剥離 | 300×300mm・150秒 | ジンクプライマの面剥離を確認 |
| 処理速度 | 1.2〜1.8 m/min | 溶接線まわりの帯状剥離や補修範囲の検討に使う目安 |
| 従来工具との比較 | グラインダー比約3倍 | 局所剥離では段取りと仕上がりの安定も効く |
| 走査幅 | 160mm | 面処理へ広げるときの基準幅 |
| 塗装除去 | 最大約4mm | 厚膜側ではCWを含めて方式を選ぶ |
実際の処理速度は、塗膜の厚み、密着、母材、要求される残膜状態で変わります。公開していない加工条件は記事には載せず、テスト加工で現物に合わせて確認します。
テストピース(TP)でどう検証を進めるか?
プライマー剥離の導入判断で、カタログ数値の比較だけで決めるのはおすすめしません。塗膜の種類・膜厚・素地の状態が現場ごとに違うため、実物で確かめるのがいちばん速くて確実です。当社では、テストピース(TP)をお送りいただく形の検証を標準的な進め方としています。
- TPの用意 — 実際に使っている鋼材にプライマーを塗ったテスト板、または実部材の端材をカットしたもので構いません
- 当社でテスト加工 — 剥離の様子を動画で記録し、処理時間を計測します
- 評価資料の作成 — 単位面積あたりの処理時間から費用の目安を算出し、いまお使いの工法と比較できる形でお返しします
- 等級が決まっている場合 — 要求される素地調整グレード(1種ケレン・Sa2 1/2相当など)を基準に、剥離後の面の状態を評価します
社内で導入を諮る際には、「レーザーに置き換えると何がどれだけ変わるのか」を数字で示せるかが決め手になります。TPテストの記録と算出資料は、そのままその検討材料としてお使いいただけるよう作成します。まずは対象のワークと、いまの工法・お困りごとをお聞かせください。
よくある質問
ジンクプライマや無機ジンクはレーザーで剥離できますか?
剥離できます。ジンクプライマや無機ジンク系一次防錆プライマーは、レーザーで表面層を除去し、溶接前の局所除去や塗替え・補修時の剥離に使えます。塗膜の厚みや密着状態で適した方式が変わるため、実物でテストして条件を決めるのが確実です。
なぜ溶接前にジンクプライマを除去する必要がありますか?
亜鉛を含むプライマーが溶接熱で蒸気になり、溶融池に入り込むと、ブローホールやピットなどの溶接欠陥につながるためです。溶接線の周辺だけでも清浄な金属面を出しておくと、ガス発生の要因を減らし、溶接品質を安定させやすくなります。
薄膜と厚膜でレーザー方式は変わりますか?
変わります。薄いジンクプライマや、母材への影響を抑えたい局所処理はパルス(MOPA)が向きます。厚い塗膜や面積のある無機ジンクの剥離では、除去力と速度を見てCWを検討します。どちらか一方で決め打ちせず、塗膜の状態と後工程で選びます。
グラインダーより速く処理できますか?
自社実測では、グラインダー比で約3倍の処理速度を確認しています。速度の目安は1.2〜1.8 m/min、走査幅は160mmです。ただし、実際の速度は塗膜の厚み、密着、求める仕上がりで変わります。
1種ケレン(Sa2 1/2・SSPC SP-10相当)の素地までレーザーで出せますか?
塗膜と素地の状態によります。確実性を重視するならパルス方式が有利で、CW方式は速度に優れる一方、酸化膜の残り方や塗膜の成分によって到達グレードが変わります。1種ケレンなどの等級はブラスト工法を前提に定められた基準のため、レーザーで同等の素地状態に到達できるかは、実際のワークまたはテストピースで剥離後の面を等級評価するのが確実です。当社でテスト加工と評価用の記録をお出しできます。
塗替え時の全面剥離にも使えますか?
使えます。塗替え・補修では、無機ジンクをどこまで残すか、どこから母材を出すかの判断が重要です。レーザーは局所の確認剥離から面処理まで進められるため、補修範囲の切り分けや再塗装前の下地づくりに向きます。広い面はブラストとの使い分けも検討します。
まとめ
- ジンクプライマ/無機ジンク系一次防錆プライマーは、レーザーで剥離できる
- 用途は、溶接前の局所除去と、塗替え・補修時の面剥離に分かれる
- 溶接前に膜が残ると、亜鉛蒸気によりブローホールやピットの要因になる
- 素地調整等級(1種ケレン・Sa2 1/2・SSPC SP-10相当)が指定される案件は、剥離後の素地の等級評価で判断する
- 確実に等級を狙うならパルス、速度重視ならCWも含めて実物で比較する
- テストピース(TP)を送っていただければ、動画・処理時間・費用目安まで検証結果をお返しできる
ジンクプライマや無機ジンクの剥離でお困りでしたら、テストピースや実部材の端材をお送りください。無料テスト加工で剥離状態と処理速度を確認し、社内検討にそのまま使える形でご報告します。対象ワークのご相談だけでもお気軽にどうぞ。
まずはお気軽にご相談ください
製品のご質問、デモ・お見積りのご依頼など、お問い合わせをお待ちしております。