塗装前処理(足付け・粗面化)をレーザーで — 塗装の密着を上げるアンカーパターン形成
塗装が剥がれるのは、たいてい下地の密着不足が原因です。塗料が食いつく「足場」がない、酸化膜や油が残っている——。レーザーなら、狙った粗さのアンカーパターンを作り、酸化膜の除去と脱脂まで一工程で。塗る直前に清浄な下地を整えられます。
なぜ塗装は剥がれるのか
塗装が剥がれる原因は、塗料そのものより下地の密着不足にあることがほとんどです。足場となる粗さがない、黒皮や酸化膜が残っている、油膜が残っている、旧塗膜が中途半端に残っている——このいずれかで母材との密着が足りないと、せっかく良い塗料を使っても早期に剥がれたり膨れたりします。原因はだいたい次のどれかです。
- 足場がない — 平滑すぎる面は塗料が機械的に噛まず、密着が弱い
- 酸化膜が残る — 黒皮(ミルスケール)や酸化膜の上に塗ると、のりが弱くなる
- 油膜が残る — 加工油や防錆油が残ると、塗料をはじいてしまう
- 旧塗膜が残る — 塗り替えで古い塗膜が中途半端に残ると、層から剥離する
逆に言えば、「適切な粗さ(足付け)を付け、酸化膜と油を取り除いて清浄にする」——この前処理を丁寧にやれば、塗装は長持ちします。粗さ(粗度)が塗装の付着力を左右するからです。
塗装前処理(足付け・粗面化)とは
塗装前処理とは、塗料が食いつくための下地づくりです。具体的には、表面に細かな凹凸(アンカーパターン)を作る「足付け」と、酸化膜・油を取り除く「清浄化・脱脂」。この二つがそろって、はじめて塗料がしっかり密着します。
レーザーが効くのは、この足付け・清浄化・脱脂を一つの工程でこなせる点です。しかも処理した直後の面は活性化した清浄な状態になるので、間を空けずにそのまま塗装に移れます。前処理と塗装を直結できるのが、現場での強みです。
塗装の密着は、下地の「粗さ」と「清浄度」で決まります。レーザーは、狙った粗さの足付けと、酸化膜・油の除去を一工程でこなせるため、塗る直前の下地づくりに向いています。
レーザーで足付けはどう作るのか
レーザーは、出力や走査の条件で表面の粗さを作り込みます。汚れや酸化膜を飛ばしながら、塗料が噛むアンカーパターンを面に付けていく——研磨材を当てて削るのではなく、狙った凹凸を作るイメージです。黒皮の上からでも、ステンレスにも対応します。
必要な粗さ(Ra・Rz)はどこまで制御できるか
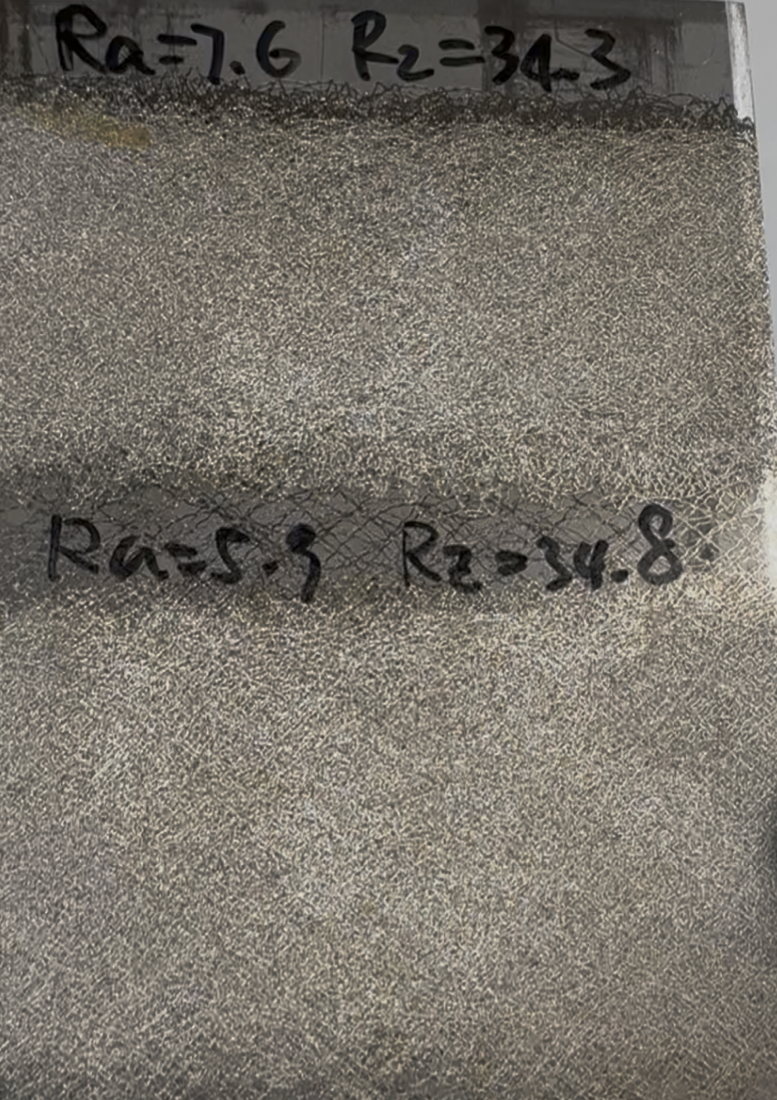
足付けの粗さは、後で塗る塗膜の厚みや用途で変わります。レーザーは、その粗さを段階的に作り分けられるのが強みです。きれいに見せたい精密なアンカーはパルス機(Rz+0〜40ほど)、深い粗さが要る面はCW機(Rz+40〜170ほど)、と使い分けます。
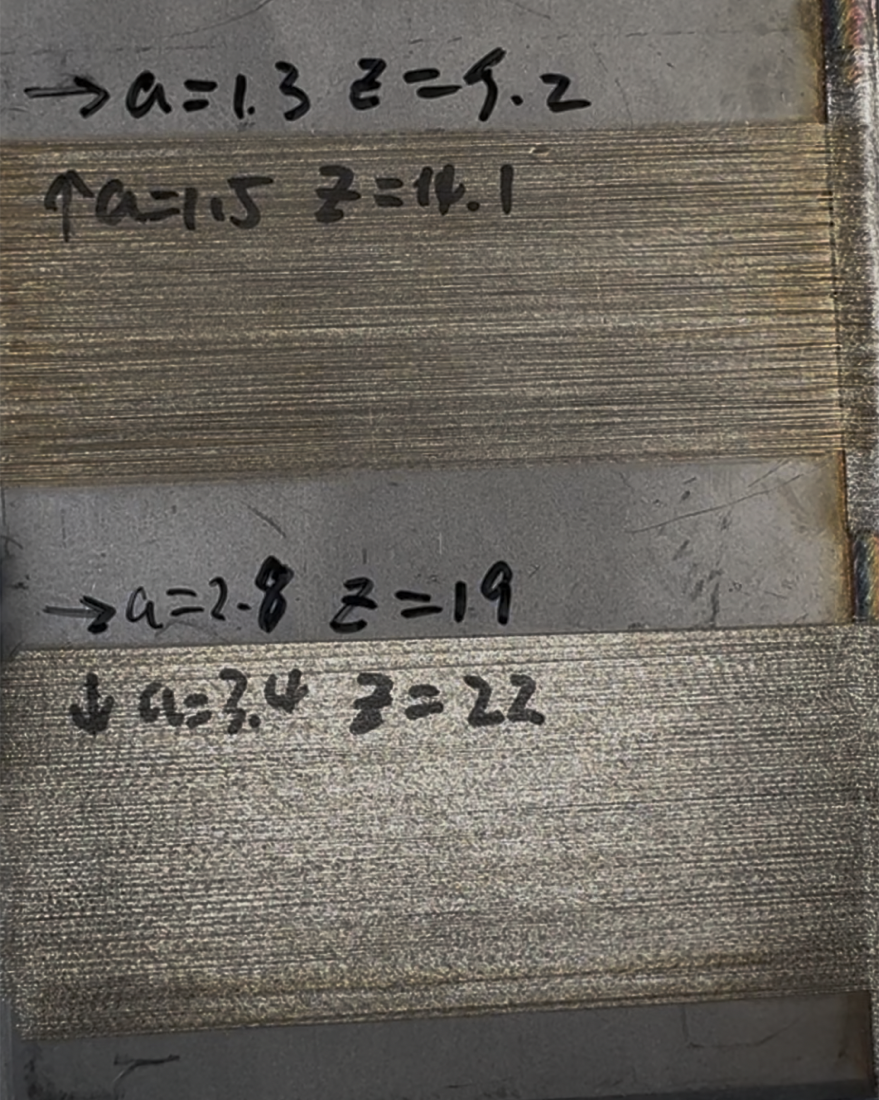
実際の試験では、素地のRz30から73・107・142へと段階的に粗さを作り込めることを、粗さ計で測りながら確認しています。最適な粗さは、塗料メーカーの推奨値と、現物でのテスト加工で決めるのが確実です。素地調整のグレード(除錆度)の考え方はケレン・除錆度(Sa)ガイドもあわせてご覧ください。
ブラスト・サンディングと何が違うのか
塗装の足付けで使われる工法を、粗さの制御・段取り・密着といった観点で並べます。
| 比較項目 | レーザー(足付け) | ブラスト | サンディング |
|---|---|---|---|
| 粗さの制御 | Ra・Rzを狙い値で再現(パルスRz+0〜40/CW+40〜170) | 研磨材の番手で決まる | ばらつきやすい |
| 仕上がりの均一さ | 打痕がなく均一 | 打痕が残りやすい | ムラ・傷が出やすい |
| 清浄化・脱脂 | 酸化膜除去・脱脂を同時にこなす | 別途脱脂が必要 | 別途脱脂が必要 |
| 廃棄物 | 研磨材が出ない | 研磨材が産廃になる | 研磨粉が出る |
| 養生・段取り | 簡素・集塵しやすい | 養生・集塵設備が要る | 粉塵対策が要る |
| 処理スピード | 広い面はブラストに及ばない | 速い | 中程度 |
| 自動化 | ロボット連携しやすい | 難しい | 難しい |
正直なところ — 速度と再現性のトレードオフ
広い面をとにかく速く粗化したいなら、処理スピードはブラストに分があります。レーザーが活きるのは、「狙った粗さを再現性高く付けたい」「研磨材や養生の段取りを減らしたい」「脱脂まで一工程にしたい」「ロボットで自動化したい」といった場面です。速度ではなく、品質の安定と段取りの軽さで選ばれます。
おすすめ機種
精密な足付け・現場 → ST-P-200-AIR(200W MOPAパルス・AC100V)
細かいアンカーパターン(Rz+40まで)の付与に向くパルス機です。酸化膜除去・脱脂・足付けを同時にこなし、AC100Vで動く空冷機なので電源工事なしで現場へ持ち込めます。
大面積・深い粗さ → ST-CW-2000-W(2000W CW・水冷)
深い粗さ(Rz+40〜170)が要る面や、広い面の足付けに。走行装置やロボットと組み合わせれば、量産的な前処理ラインにも対応します。
後で塗る塗膜の厚みや板厚で、向く方式(パルス/CW)が変わります。出力・方式・形態の選び方の基本は、選び方ガイドにまとめています。
よくある質問
塗装前処理(足付け・粗面化)とは何ですか?
これから塗る塗料がしっかり食いつくように、母材表面に細かな凹凸(アンカーパターン)を作り、同時に酸化膜や油を取り除いて清浄にする工程です。塗装の密着は、この下地の粗さと清浄度で決まります。レーザーは、粗さを付ける・酸化膜を取る・脱脂する、という3つを一つの工程でこなせるのが特長です。
ブラストとの違いは何ですか?
ブラストは研磨材の番手で粗さが決まり、打痕が残りやすく、研磨材の在庫・産廃・養生・集塵設備が必要です。レーザーは条件(パラメータ)を変えるだけでRa・Rzを狙った値に再現でき、研磨材を使わないので産廃が出ず、養生も簡素にできます。ただし、広い面を一気に粗化する処理スピードはブラストに及びません。狙った粗さの再現性・段取りの軽さ・自動化のしやすさが、レーザーの持ち味です。
必要な粗さ(足付け)はどれくらいで、どこまで制御できますか?
後で塗る塗膜の厚みや用途で、求められる粗さは変わります。レーザーは、パルス機で細かい足付け(Rz+0〜40ほど。きれいに見せたい精密なアンカーはパルス向き)、CW機で深い粗さ(Rz+40〜170ほど)と作り分けられます。実際の試験では、素地のRz30から73・107・142へと段階的に作り込めることを粗さ計で確認しています。最適な粗さは塗料メーカーの推奨と現物のテストで決めます。
塗装剥離(旧塗膜の除去)とは違うのですか?
違います。塗装剥離は、すでに塗られている古い塗膜を取り除く加工です。塗装前処理は、清浄な母材に「これから塗る塗料の足場」を作る工程です。レーザーは、同じラインでCW機による旧塗膜の剥離から、パルス機による酸化膜除去・脱脂・足付けまでを連続して行い、塗り替えの下地を仕上げることもできます。
対応材質は?塗装の密着は本当に上がりますか?
黒皮(ミルスケール)の上からでも施工でき、ステンレスにも対応します。粗さが付着力を左右するため、足付けと清浄化で塗装の密着を高められます。付着力の向上は、共同研究(UBEマシナリー・山口大学)でも確認されています。ただし、材質・塗料・要求される性能によって結果は変わるため、ワークに合わせた条件出し(無料デモ)で確認するのが確実です。
まとめ
- 塗装が剥がれるのは下地の密着不足が原因 — 足場(粗さ)と清浄度が鍵
- レーザーは足付け・酸化膜除去・脱脂を一工程でこなせる
- 粗さはパルスでRz+0〜40、CWでRz+40〜170と作り分けられる
- 塗装剥離(旧塗膜除去)とは目的が逆 — 剥離から足付けまで一本の流れにできる
- 広い面の速度はブラスト優位、粗さの再現性・段取り・自動化はレーザー優位
- 黒皮の上から・ステンレスにも対応。最適な粗さはテスト加工で確認
塗装の密着でお困りでしたら、実際のワークでの無料テスト加工で、付与できる粗さと仕上がりをご確認いただけます。お気軽にご相談ください。
まずはお気軽にご相談ください
製品のご質問、デモ・お見積りのご依頼など、お問い合わせをお待ちしております。